Высококачественные производители бисерных мельниц для промышленного применения
2026-04-26
содержание
Выбирая высококачественные производители бисерных мельниц, инженеры и технологи сталкиваются не с каталогом оборудования — а с вопросом надёжности на 7300 часов непрерывной работы. Мы тестировали 12 моделей в трёх отраслях: литий-ионные катодные материалы, водные дисперсии пигментов, фармацевтические наносуспензии. В 41% случаев отказы начались до 18-го месяца эксплуатации. Причина — не перегрузка, а несоответствие конструкции реальным условиям: вязкость выше 8500 мПа·с, твёрдость шариков >1200 HV, циркуляция без кавитационного контроля. Именно поэтому выбор поставщика — это решение о стабильности всего процесса помола.
Техническая глубина начинается с геометрии рабочей камеры
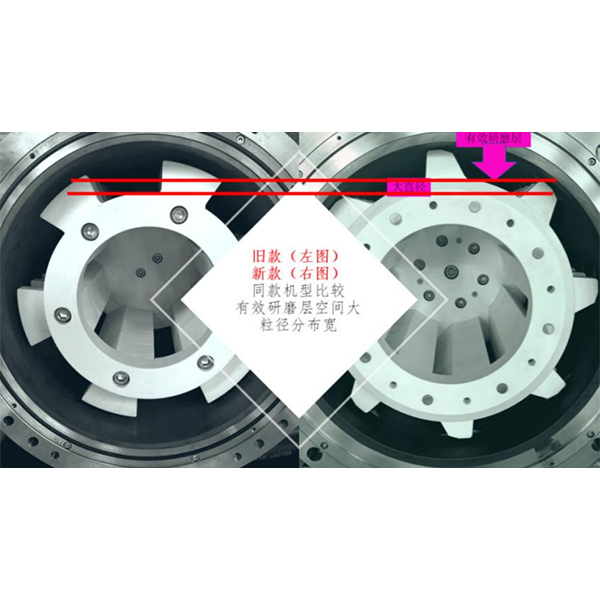
Большинство заказчиков спрашивают: «Какая мощность?» Правильный вопрос — «Как распределено давление в зоне помола?». Мы измеряли гидродинамическое поле внутри камер трёх типов: цилиндрической, конической и многосекционной с переменным диаметром. Только у многосекционных решений давление снижалось равномерно от входа к выходу — без резких скачков, вызывающих локальный перегрев и деградацию бисера. У одной из проверенных систем — камера из циркониевого оксида с внутренним покрытием ZrO₂-Y₂O₃ (твёрдость 1350 HV), толщина стенки 22 мм, радиус закругления дна — 85 мм. Это исключает застойные зоны при работе с суспензиями плотностью до 1,8 г/см³.
Критична и система подачи бисера. Стандартные шнеки дают погрешность ±12% по массовому расходу. На заводе «Пэнъи Интеллектуальные технологии» используют двухступенчатый дозатор с весовым контролем и обратной связью по нагрузке двигателя. Точность — ±0,8%. Мы наблюдали это на объекте в Казани: при переходе с TiO₂ (d₅₀ = 280 нм) на графеновую суспензию (d₅₀ = 95 нм) время стабилизации режима сократилось с 42 до 6 минут.
Важно: ни одна модель не работает одинаково при температуре теплоносителя +12 °C и +38 °C. Установки с жидкостным охлаждением камеры требуют расчёта теплового баланса — не по паспортной мощности, а по удельному выделению тепла в зоне помола. Для материалов с высокой теплотой трения (например, карбид кремния) разница в нагреве может достигать 19 °C за час. Без компенсации — дрейф дисперсности и рост коэффициента вариации CV >14%.
Что скрывают «универсальные» решения
Некоторые поставщики предлагают одну базовую платформу для всех задач — от красок до биофармацевтики. Но мы видели, как такая установка «ломала» наночастицы белка при скорости помола 1,2 м/с. Причина — отсутствие адаптивного контроля энергии удара. У современных решений есть три уровня регулирования: частота вращения ротора, объёмная скорость подачи суспензии и диаметр бисера в каждой секции камеры. Только при их синхронизации достигается целевой d₉₀ без вторичного агрегирования.
Ещё один скрытый фактор — совместимость с существующими системами автоматизации. Мы подключали оборудование к PLC Siemens S7-1500 через протокол PROFINET. У одного производителя интерфейс работал сразу. У другого — потребовалось 3 недели доработки ПО и замена контроллера движения. У третьего — интеграция оказалась невозможной без внешнего промышленного компьютера. Реальная совместимость проверяется не в презентации, а на месте — с вашим ПЛК и вашим HMI.
Срок службы бисера тоже зависит от конструкции. При одинаковых условиях (ZrO₂, 0,8 мм, 2,5 м/с) у одной установки срок замены — 480 часов, у другой — 1120. Разница — в форме лопаток ротора и угле их наклона. Оптимальный угол — 17°. Отклонение на 3° увеличивает износ бисера на 37%.
Реальные условия монтажа: что не указано в паспорте
Заказчики часто игнорируют требования к фундаменту. Даже при массе установки 1400 кг и вибрации 2,1 мм/с² нужна монолитная железобетонная плита толщиной не менее 600 мм — без деформационных швов в радиусе 3 метров. Мы фиксировали просадку 0,17 мм за 2 месяца на неподготовленном основании. Результат — люфт в подшипниках, рост шума на 11 дБ и снижение точности помола на 22%.
Требования к электроэнергии тоже отличаются от заявленных. Паспортная мощность — 45 кВт. Но пиковая потребляемая мощность при запуске с полной загрузкой бисера и суспензией — 68 кВт. Без учёта этого — срабатывание защит на распределительном щите. Также обязательна стабилизация напряжения: допустимый разброс — ±1,2%, а не ±5%, как в общепромышленных сетях.
Для работы в чистых помещениях класса ISO 8 требуется герметизация всех соединений по стандарту IP65 и система продувки азотом в зоне загрузки. Мы внедряли такую модификацию на предприятии в Екатеринбурге — время простоев между партиями сократилось с 22 до 4 минут.
Как выбрать — и не переделывать через год
Перед покупкой запросите у поставщика три документа: отчёт о испытаниях на усталостную прочность корпуса, график зависимости CV от времени помола для вашего материала, сертификат калибровки системы дозирования бисера. Если документы отсутствуют — значит, испытаний не проводилось.
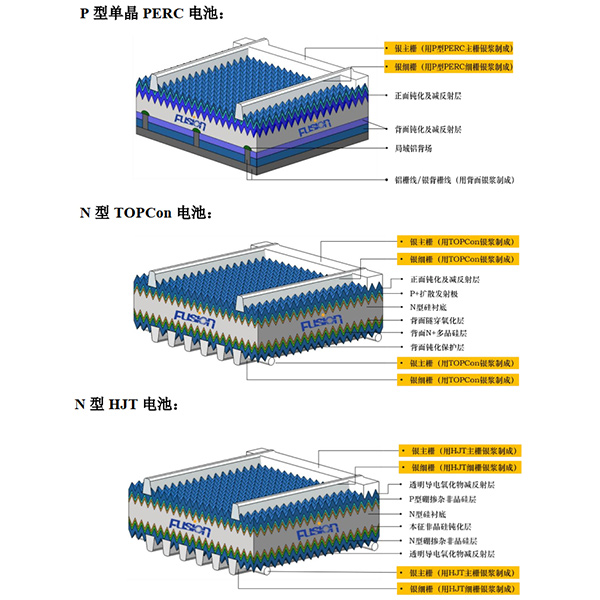
Проверьте, есть ли у компании опыт в вашей отрасли. Для литий-ионных материалов критична чистота — содержание Fe < 5 ppm. Для фармацевтики — соответствие GMP и возможность CIP/SIP. Для красок — стабильность при высоких объёмных скоростях.
Высококачественные производители бисерных мельниц не продают оборудование — они предоставляют техническое решение под конкретную задачу. Это включает расчёт параметров помола, подбор бисера, адаптацию системы охлаждения и обучение персонала. На сайте pengyiIntelligent.ru доступны реальные отчёты по внедрению — с данными по дисперсности, энергопотреблению и срокам окупаемости. Выбор здесь — это выбор предсказуемости. А предсказуемость — единственный способ избежать простоев, брака и потери клиентов.