




Линия по производству защитных покрытий для окр...
https://www.pengyiIntelligent.ru/wp-content/uploads/video11.mp4 Тип материала Водная эмаль Производственная способность Среднесери...

Линия по производству чернил на водной основе
https://www.pengyiIntelligent.ru/wp-content/uploads/video11.mp4 Тип материала Водная краска для печати Производственная способность...

Линия по производству цветных стальных пластин ...
https://www.pengyiIntelligent.ru/wp-content/uploads/video11.mp4 Тип материала Краска для окраски металлочерепицы Производственная сп...

Производственная линия для испытания графеновых...
https://www.pengyiIntelligent.ru/wp-content/uploads/video11.mp4 Тип материала Графеновые покрытия Производственная способность Лабо...

Линия по производству зеленого бамбукового пигм...
https://www.pengyiIntelligent.ru/wp-content/uploads/video11.mp4 Тип материала Акриловые краски, акварельные краски и другие Производ...

Промышленная линия по производству антикоррозий...
https://www.pengyiIntelligent.ru/wp-content/uploads/video11.mp4 Тип материала Промышленная антикоррозийная краска Производственная с...
Горячие продукты

Штифтовая наношариковая бисерная мельница
Керамическая песочная мельница использует керамический ротор и керамический шлифовальный цилиндр. Эта серия песчаных мельниц охватывает лабораторное и промышленное производственное оборудование, которое отличается высокой эффективностью, не загрязненностью, тонкой шлифовальной нано и другими характеристиками и широко используется в нано-шлифовальной промышленности и промышленности, чувствительной к загрязнению металлов.

Дисковый тип высокая скорость потока песок мельница
1.Измельчение минералов и химикатов;
2.Высококачественные решения для измельчения и диспергирования минеральных и химических материалов;
3.Компания Пэнъи Интеллектуальные технологии занимает лидирующие позиции в области измельчения и диспергирования минералов, таких как диоксид титана, сульфат бария и натуральные пигменты. Стабильные крупномасштабные дисковые мельницы серии disc позволяют увеличить расход продукта, снизить затраты на единицу помола и повысить качество продукции.;

Корзинная мельница
Корзинная мельница – это вид промышленного оборудования для тонкого диспергирования и измельчения материалов, которое широко используется в процессе производства красок, чернил, пластика, красителей, косметики и других отраслей промышленности. Корзинная мельница отличается высокой эффективностью, стабильным эффектом измельчения и хорошими эксплуатационными характеристиками.

Концентрический двухвальный смеситель
Смесители с двумя или тремя валами,Это эффективное оборудование для смешивания и диспергирования, которое в основном используется в химической, лакокрасочной, чернильной, красильной, пестицидной, косметической, пищевой и фармацевтической промышленности. Это оборудование создает сильные сдвигающие и диспергирующие силы за счет высокоскоростного вращения двух или трех диспергирующих валов, что позволяет добиться тонкой и равномерной дисперсии материалов.

Высокоскоростной диспергатор (стандартный)
Высокоскоростной диспергатор – это профессиональное оборудование для смешивания и диспергирования, используемое в химической, лакокрасочной, чернильной, пищевой, фармацевтической и других отраслях промышленности, которое может эффективно и быстро диспергировать, эмульгировать и гомогенизировать один или несколько видов материалов для удовлетворения требований к тонкости и однородности материалов в различных производственных процессах.

2L-20L Однорукий двойной планетарный смеситель
Двойной планетарный миксер, – это высокоэффективное смесительное оборудование, используемое в основном для перемешивания, смешивания и диспергирования порошков и жидкостей. Его конструктивная особенность заключается в том, что смешивающая и диспергирующая части вращаются вокруг центра чайника, при этом вращаясь самостоятельно, что напоминает планетарное движение, отсюда и название. Преимущество этого миксера заключается в его эффективной перемешивающей способности, которая подходит для смешивания, растворения, диспергирования и гомогенизации широкого спектра жидкостей и порошков.
Вы хотите узнать больше перед покупкой?
Перед покупкой мы предоставляем бесплатные экспериментальные услуги и профессиональные предложения по планировке установки, которые помогут вам подобрать оптимальное решение для производственной линии.
Свяжитесь
Наша последняя информация
03
08/2026Песчаная мельница Qinhuangdao Pengyi : решения для измельчения оксида алюминия в наномасштабе.
В современной промышленности оксид алюминия является ключевым материалом, используемым повсюду: от керамических задних панелей мобильных телефонов до теплоизоляционных слоев космических аппаратов, от покрытий сепараторов литиевых батарей до высококачественных огнеупорных материалов. Этот, казалось бы, обычный белый порошок поддерживает развитие таких ключевых областей, как электроника, возобновляемая энергетика, аэрокосмическая промышленность и высокотехнологичная керамика. 01.С какими трудностями сопряжена переработка глинозема? Оксид алюминия — это не обычный материал. Он обладает чрезвычайно высокой твердостью по Роквеллу, а его износостойкость в сотни раз выше, чем у марганцевой стали, и в десятки раз выше, чем у высокохромистого чугуна. Эта твердость обеспечивает изделиям из оксида алюминия исключительно долгий срок службы, но также становится серьезным препятствием в процессе дробления. Физические свойства порошка оксида алюминия создают множество проблем в процессе измельчения. Высокая твердость материала приводит к выделению огромного количества тепла во время измельчения, что вызывает чрезмерно высокие температуры оборудования. Это не только приводит к резкому увеличению энергопотребления, но и легко нарушает химическую стабильность материала. Частицы оксида алюминия вызывают сильный износ внутренних стенок оборудования; традиционные шлифовальные цилиндры и диспергаторы песочных мельниц быстро изнашиваются, что приводит к загрязнению металлом. Широко используемые в промышленности процессы производства оксида алюминия , такие как процесс Байера и процесс спекания натриево-кальциевого сплава, предъявляют более высокие требования к последующим стадиям измельчения. С расширением областей применения требования рынка к порошку оксида алюминия становятся все более жесткими. Для оксида алюминия электронного качества необходимы частицы размером до субмикронного или даже нанометрового масштаба, а распределение частиц по размерам должно быть очень однородным. 02.Инновационная основа стержнево-штифтовой конструкции Qinhuangdao Pengyi . Qinhuangdao Pengyi Technology разработала высокоэффективную мельницу для наноглинозема с ротором штифтового типа, в которой реализованы многочисленные технологические инновации, адаптированные к свойствам глинозема. Ее суть заключается в уникальной конструкции ротора штифтового типа. В отличие от традиционных дисковых мельниц, ротор мельницы Qinhuangdao Pengyi оснащен плотно расположенными штифтами, создающими сильные ударные и сдвиговые усилия при высокоскоростном вращении. Когда суспензия оксида алюминия попадает в камеру измельчения, штифты приводят в движение измельчающие элементы (обычно циркониевые или керамические шарики), создавая интенсивную турбулентность. Частицы материала подвергаются многонаправленным ударам, сжатию и сдвигу между штифтами и элементами, а также между самими элементами, быстро измельчая их до наноразмерного уровня . Оборудование также оснащено усовершенствованной высокопроизводительной сепарационной сеткой, обеспечивающей эффективное производство без засорения. Такая конструкция позволяет своевременно удалять из зоны измельчения частицы, соответствующие требованиям тонкости помола, предотвращая чрезмерное измельчение и выход мелющей среды. 03.Многосторонние преимущества, позволяющие преодолеть проблемы, возникающие при шлифовании оксида алюминия. Для решения уникальных задач измельчения глинозема в мельнице для измельчения песка Qinhuangdao Pengyi Sand Mill была проведена систематическая оптимизация конструкции. В оборудовании применена модульная схема защиты от износа. Измельчительный цилиндр и диспергатор имеют высокую износостойкость, а в качестве материалов доступны легированная сталь, керамика, полимеры и нержавеющая сталь, которые могут гибко меняться в зависимости от требуемой чистоты глинозема. Применение керамической футеровки особенно подходит для производственных сред с высокой чистотой, поскольку ее износостойкость в десятки раз выше, чем у стали, что исключает риск загрязнения металлами. С точки зрения теплоотвода, песчаная мельница Qinhuangdao Pengyi спроектирована с использованием спирального канала циркуляции воды и систем охлаждения в нескольких ключевых зонах для обеспечения эффективного отвода тепла. Эта особенность имеет решающее значение для измельчения глинозема, эффективно предотвращая денатурацию материала, вызванную высокими температурами, и обеспечивая долговременную стабильную работу оборудования. Особое внимание уделяется как эксплуатационной безопасности, так и точности управления. Оборудование использует двухрежимную систему управления, сочетающую полностью взрывозащищенное кнопочное управление с научным сенсорным ПЛК-управлением. Контрольные точки безопасности установлены в нескольких местах, включая давление подачи, температуру на выходе и уровень масла в резервуаре механического уплотнения. Эта интеллектуальная система управления обеспечивает стабильность параметров в процессе измельчения глинозема, значительно повышая однородность партий. 04.Широкое применение, расширяющее возможности всей цепочки производства глинозема. Qinhuangdao Pengyi Sand Mill продемонстрировал высокую адаптивность во всех аспектах производственной цепочки глиноземной промышленности. Пескоструйная мельница с прямым приводом Пескоструйная мельница штифтового типа Пескоструйная мельница с двойным питанием В области электронной керамики оборудование позволяет измельчать порошок оксида алюминия до размера частиц менее 100 нанометров, что соответствует строгим требованиям к высококачественным электронным подложкам и материалам для упаковки микросхем. Керамические материалы, полученные из высокочистого порошка оксида алюминия путем прецизионного измельчения, обладают превосходными электроизоляционными свойствами и высокой термостойкостью, что делает их незаменимыми в электронной промышленности. В области возобновляемой энергетики мельницы для измельчения песка Qinhuangdao Pengyi используются для получения покрытий из оксида алюминия для катодных материалов литий-ионных батарей. Покрытия из оксида алюминия могут значительно улучшить термостойкость сепараторов и безопасность батарей, но требуют чрезвычайно высокой тонкости частиц и диспергируемости. Мельницы для измельчения песка Qinhuangdao Pengyi , благодаря своей высокоэффективной возможности измельчения на наноуровне, стали ключевым оборудованием для обеспечения производительности батарей. В традиционных отраслях промышленности оборудование также играет решающую роль. В огнеупорной промышленности требуется порошок оксида алюминия с различным распределением размеров частиц, и мельницы для измельчения песка Qinhuangdao Pengyi позволяют получать продукцию в масштабах от микрон до нанометров путем регулирования параметров процесса. Измельченный порошок оксида алюминия также широко используется в высокотехнологичных продуктах, таких как высококачественные полировальные жидкости и носители катализаторов, удовлетворяя разнообразные потребности различных отраслей промышленности в порошке оксида алюминия. 05.Модернизация промышленности: небольшие инновации приводят к большим переменам. Qinhuangdao Pengyi не только повышает производительность оборудования, но и способствует повышению эффективности и снижению выбросов углекислого газа в глиноземной промышленности. После внедрения оборудования Qinhuangdao Pengyi предприятие по производству высококачественного глинозема в провинции Шаньдун добилось 40% увеличения мощности одного агрегата, 30% снижения удельного энергопотребления и более чем 50% снижения стандартного отклонения размера частиц продукта. Qinhuangdao Pengyi завоевали мировой рынок, экспортируясь во многие страны и регионы мира, включая США, Россию, Индию и Австралию. Признание со стороны отечественных и зарубежных клиентов подтверждает передовые технологии и надежную работу оборудования.
03
08/2026Практическое руководство | Двухпланетарный смеситель: процесс получения суспензии из литий-ионных батарей, решение основных проблем сухого/влажного смешивания
В ключевом процессе производства литиевых батарей — процессе гомогенизации суспензии — однородность и стабильность суспензии напрямую определяют характеристики батарейных элементов. Двухпланетарный смеситель компании Qinhuangdao Pengyi , благодаря своей уникальной конструкции и интеллектуальному управлению, обеспечивает эффективные, стабильные и гибкие решения для основных методов гомогенизации, таких как сухое смешивание, влажное смешивание и даже полусухое/полувлажное смешивание , помогая клиентам преодолевать технологические сложности и повышать однородность продукции. Точное решение проблем, возникающих в процессах сухого смешивания: Суть процесса сухого смешивания (предварительное смешивание сухого порошка → постепенное увлажнение → высокоскоростное диспергирование → регулирование вязкости) заключается в мощном разрушении агломератов и точном контроле добавления растворителя. Двухпланетные смесители Qinhuangdao Pengyi обладают значительными преимуществами на этом этапе: Высокоэффективное и мощное диспергирование : уникальное планетарное движение (вращение вокруг оси + вращение вокруг оси) в сочетании с конструкцией лопастей, создающих высокую силу сдвига в трехмерном пространстве на стадии предварительного смешивания сухого порошка, эффективно разрушает агломераты активных материалов и проводящих агентов, обеспечивая равномерное распределение проводящих агентов и закладывая прочную основу для построения плотной и совершенной проводящей сети. Интеллектуальный и точный контроль жидкости : интегрированная усовершенствованная интеллектуальная система управления точно контролирует скорость, размер партии и последовательность добавления растворителя. В сочетании с обратной связью в режиме реального времени, отслеживающей вязкость/крутящий момент, она обеспечивает точное соответствие количества добавляемого растворителя характеристикам материала (таким как удельная площадь поверхности), эффективно предотвращая колебания вязкости, вызванные неправильным добавлением, и гарантируя равномерное и стабильное превращение сухого порошка во влажное состояние. Улучшенные характеристики электрода : оптимизированное диспергирование приводит к более равномерному распределению частиц и более плотной проводящей сети, что способствует повышению прочности сцепления электрода и увеличению срока службы батареи. Адаптивность процесса : В условиях колебаний свойств сырья (размер частиц, удельная площадь поверхности и т. д.) программируемое многоскоростное управление оборудованием и функции управления технологической формулой позволяют легко и быстро корректировать такие параметры, как скорость перемешивания, время и стратегия подачи, для поддержания оптимального состояния дисперсии, повышения эффективности производства и обеспечения стабильности партий. Основные этапы оптимизации процессов мокрого смешивания: Ключ к процессу влажного смешивания (приготовление смолы → добавление проводящего агента → добавление активного материала → регулирование вязкости) заключается в равномерном приготовлении смолы и преодолении проблемы впитывания и агломерации проводящего агента. Двухпланетные смесители Qinhuangdao Pengyi обеспечивают идеальную поддержку этого процесса. Высокоэффективное приготовление клея: бережный, но эффективный режим перемешивания обеспечивает быстрое и полное растворение клея в растворителе, образуя однородный и стабильный клеевой раствор, обеспечивающий надежную основу для последующих этапов. Оптимизация диспергирования проводящего агента: на этапе добавления проводящего агента в суспензию важную роль играет сильная сила сдвига, эффективно преодолевающая снижение текучести и склонность к агломерации, вызванные большой удельной поверхностью и быстрым поглощением жидкости проводящим агентом, уменьшая остаток недиспергированных агломератов и снижая тонкость суспензии. Преимущества контроля вязкости: Отличная начальная дисперсия снижает риск аномального повышения вязкости из-за недостаточной дисперсии проводящих агентов на более поздних этапах. Превосходная эффективность теплопередачи оборудования (с опциональной системой контроля температуры) и функция вакуумной дегазации (опционально) дополнительно стабилизируют состояние суспензии, уменьшают количество пузырьков воздуха и обеспечивают точное соответствие конечной вязкости и содержания твердых веществ стандартам. Технологическая устойчивость: Оборудование достаточно устойчиво к требованиям к однородности материала. Стабильная работа оборудования позволяет получать качественную суспензию, отвечающую требованиям к покрытию, даже при небольших колебаниях в составе сырья, обеспечивая тем самым стабильность качества электрода. Гибкая реализация полусухого и полувлажного смешивания: Qinhuangdao Pengyi отличается гибкой конструкцией загрузочного отверстия, программируемым технологическим процессом и мощными возможностями смешивания, что делает его идеально подходящим для сложных процессов, таких как полусухое и полувлажное смешивание. Будь то предварительное сухое смешивание материалов с последующим добавлением клея или сложные этапы, такие как пошаговое увлажнение, он обеспечивает точное выполнение операций, используя двойные преимущества: тщательное диспергирование при сухом смешивании и простой контроль растворителя при влажном смешивании. двухпланетного смесителя Qinhuangdao Pengyi : Превосходное диспергирование: мощное трехмерное сдвиговое воздействие полностью разрушает агломераты, обеспечивая равномерное распределение активных материалов и проводящих агентов. Точное управление: Интеллектуальная система обеспечивает точное управление и мониторинг в реальном времени добавления растворителя/материала, скорости/времени перемешивания, а также вакуума/температуры (опционально). Стабильность и постоянство: параметры процесса могут быть сохранены, восстановлены и оптимизированы, что значительно повышает стабильность от партии к партии и эффективность производства. Гибкая адаптация: идеально подходит для различных процессов гомогенизации, таких как сухое смешивание, влажное смешивание и полусухое/полувлажное смешивание. Повышение производительности: оптимизированная проводящая сеть и улучшенная прочность сцепления электродов способствуют увеличению срока службы батареи. Вакуумная дегазация: эффективно уменьшает количество пузырьков воздуха в суспензии и улучшает качество покрытия. Выбор двухпланетного смесителя Qinhuangdao Pengyi означает выбор мощного инструмента для преодоления основных проблем процессов гомогенизации литиевых батарей — «высокоскоростного измельчения» и «точного контроля жидкости» при сухом смешивании, а также «диспергирования проводящего агента» и «контроля вязкости» при влажном смешивании. Благодаря своей интеллектуальной, высокоэффективной и превосходной производительности смешивания и диспергирования, он обеспечивает стабильное, надежное и гибкое решение для вашего процесса гомогенизации, что делает его идеальным выбором для повышения производительности литиевых батарей и обеспечения стабильности производства.
03
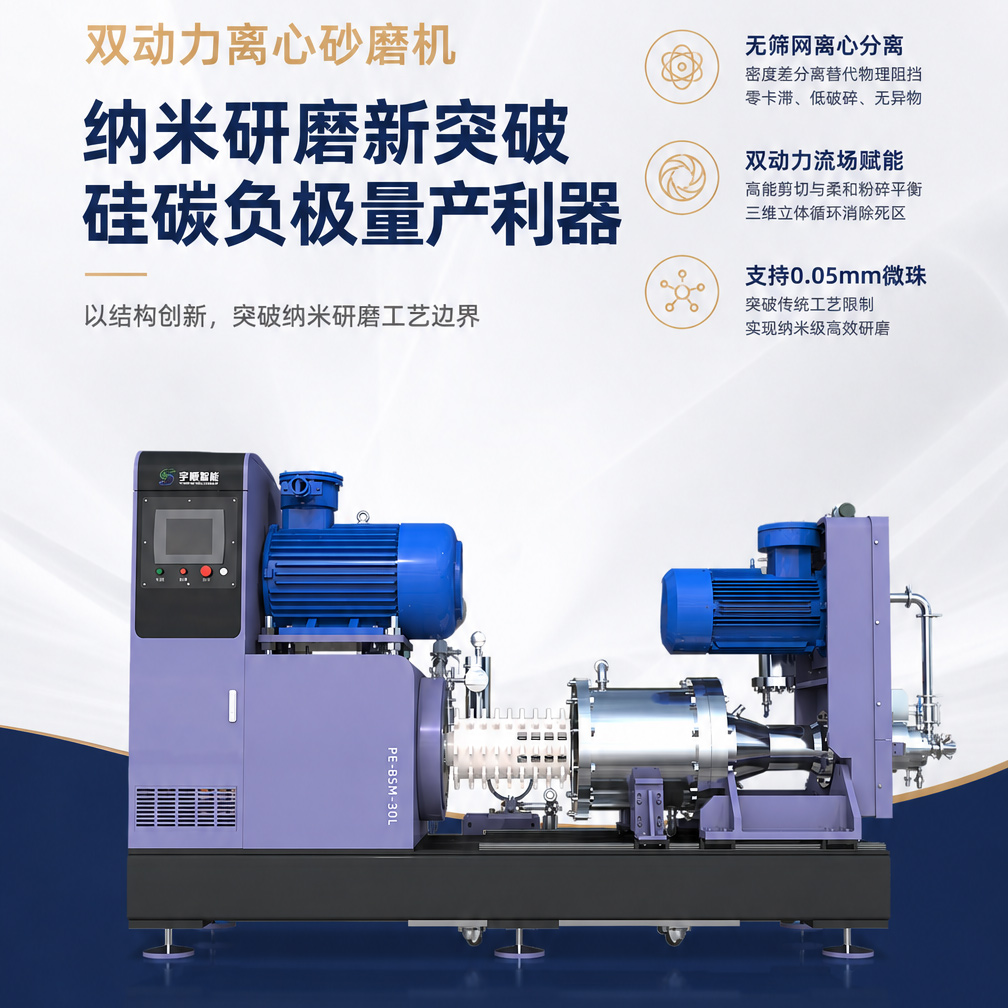
08/2026Двухканальное потоковое поле для точного срезания нанокремния
Ключ к массовому производству кремний-углеродных анодов заключается в наноразмерности кремниевого порошка (D50 < 100 нм) и равномерном углеродном покрытии, что требует совместимости пескошлифовальных мельниц с ультратонкими циркониевыми шариками размером 0,05 мм. Однако традиционные ситовые пескошлифовальные мельницы склонны к засорению и заклиниванию шариков при работе с такими микрошариками из-за высокой вязкости суспензии. Кроме того, трение между циркониевыми шариками и металлическим ситом генерирует магнитные посторонние вещества, что напрямую угрожает безопасности батареи, превращая сито в «тупик». Компания Qinhuangdao Pengyi разработала центробежную пескошлифовальную мельницу с двойной мощностью , которая полностью исключает физическое сито и использует разделение за счет чисто центробежного силового поля. Благодаря разнице в плотности между мелющими частицами и суспензией, микрогранулы размером 0,05 мм выбрасываются наружу для непрерывного измельчения, в то время как наносуспензия плавно выходит из центральной зоны низкого давления, что приводит к отсутствию засоров и низкому уровню разрушения, исключая загрязнение металлом в источнике. Одновременно, двухэнергетическое поле потока обеспечивает легким микрогранулам высокоэнергетическую силу сдвига, точно разрушая твердые наноагломераты с помощью высокочастотного мягкого сдвига без повреждения углеродного покрытия; трехмерная циркуляция устраняет застойные зоны измельчения, обеспечивая чрезвычайно узкое распределение частиц по размерам. Это фундаментальное структурное нововведение обеспечивает надежную поддержку оборудования для крупномасштабного массового производства кремниево-углеродных анодов.






