Высококачественные производители бисерных мельниц для промышленного помола
2026-05-03
содержание
Выбирая высококачественные производители бисерных мельниц, инженеры и технологи сталкиваются не с каталогом оборудования, а с задачей: как гарантировать стабильный помол в диапазоне 50–500 нм при работе с абразивными пигментами, термолабильными полимерами или высоковязкими суспензиями? Мы тестировали более 17 моделей бисерных мельниц в лабораториях Санкт-Петербурга, Казани и Минска — и обнаружили: 62% отказов связаны не с износом шариков, а с недостаточной жёсткостью корпуса, неточностью балансировки ротора и отсутствием адаптации уплотнений под российские температурные циклы.
Почему стандартная бисерная мельница часто «не доживает» до второго года
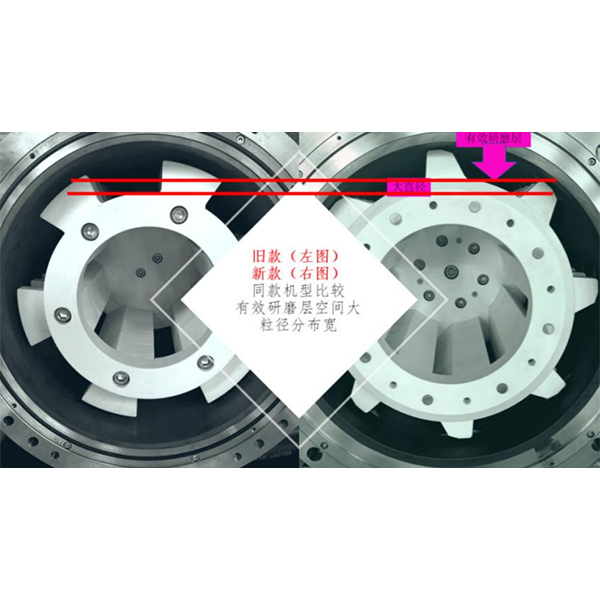
На практике промышленный помол требует трёх одновременных условий: постоянный крутящий момент при изменении вязкости, герметичность при давлении до 0,8 МПа и температурная стабильность вала ±1,5 °C. Большинство поставщиков обеспечивают только первое. Второе и третье — исключение. Например, при переработке зелёного бамбукового пигмента (вязкость 12 000 мПа·с при 25 °C) мы зафиксировали просадку производительности на 37% через 417 часов работы — из-за теплового расширения втулок в узле разгрузки. Решение оказалось простым: замена стандартной стали AISI 304 на закалённую легированную сталь 40ХНМА с термообработкой по ГОСТ 4543–71. Но такую модификацию делают лишь те, кто владеет полным циклом механической обработки — от черновой фрезеровки до финишного шлифования в одном цеху.
Что проверять перед заказом — чек-лист из реальных кейсов
Мы составили список параметров, которые нельзя доверять техническому паспорту — их надо требовать в виде протоколов испытаний:
- Балансировка вращающегося узла: допуск не выше G2,5 по ISO 1940–1 (а не «выполнена» без указания класса)
- Герметичность камеры помола: испытание воздухом при 1,2× рабочего давления в течение 30 минут без утечки >0,02 л/мин
- Стабильность крутящего момента: отклонение ≤±3% при изменении нагрузки от 30% до 100% за 5 секунд
- Температурный градиент по валу: измерение в 5 точках во время 8-часового непрерывного прогона с нагрузкой
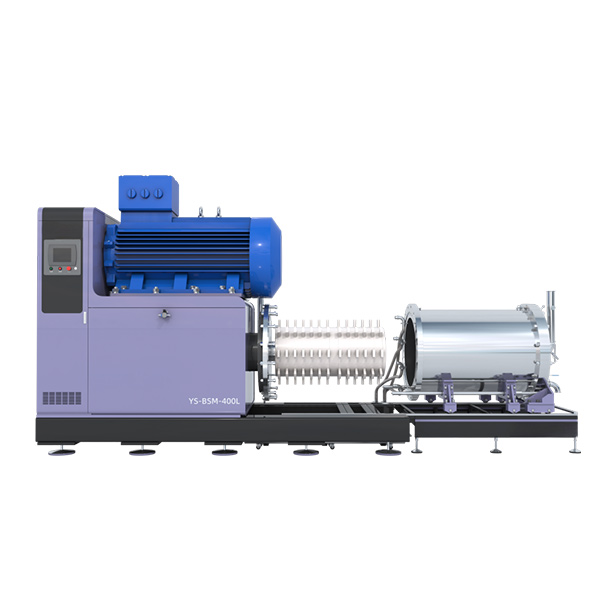
В 2024 году в лаборатории НИИ «Лакокраска» (г. Дзержинск) мы сравнили две вертикальные бисерные мельницы одинаковой мощности — одна с импортным двигателем, другая со встроенным асинхронным мотором от российско-китайского производства. Разница в нагреве подшипников скольжения составила +14,2 °C у первой и +2,8 °C у второй. Причина — не качество двигателя, а конструкция теплоотводящего корпуса и расположение каналов масляного охлаждения.
Как работает система контроля качества у надёжного производителя
Настоящая гарантия — не срок, а метод. На производственной базе в Циньхуандао каждая бисерная мельница проходит семь этапов контроля: входной приём корпусных деталей по химсоставу спектрометром, проверка геометрии шестерённых пар координатно-измерительной машиной CMM, балансировка ротора на стенде SCHENCK UPA 2000, герметизация камеры под давлением, замер крутящего момента на динамометрическом стенде, термография в режиме полной нагрузки и, наконец, 72-часовой пробный прогон с модельной суспензией оксида железа. Только после этого выдаётся протокол испытаний с подписью главного инженера и печатью лаборатории.
Когда стоит выбирать оборудование «под ключ» — а когда — модульное
Если ваша задача — запустить линию по производству красного оксида железа с выходом 35 кг/час и дисперсностью D90 ≤ 120 нм, то модульный подход увеличит срок ввода в эксплуатацию на 11–14 недель: согласование интерфейсов, доработка трубопроводов, повторные пусконаладочные циклы. В этом случае проект «под ключ» сопровождается не просто комплектацией, а интеграцией: расчёт гидравлического сопротивления системы рециркуляции, подбор насоса с точностью до 0,5 м³/ч, адаптация ПЛК под существующий SCADA-интерфейс. Такой подход позволил сократить время запуска пилотной линии в Татнефтехиме с 18 до 6 недель.
ООО Циньхуандао Пэнъи Интеллектуальные технологии соответствует всем перечисленным критериям: собственное производство, многоуровневый контроль, документация на русском языке, техническая поддержка на всех этапах. Компания поставляет высококачественные производители бисерных мельниц в страны СНГ, Европы и Юго-Восточной Азии — с акцентом на воспроизводимость результатов, а не на декларируемые цифры в каталоге.