Принцип работы погружной бисерной мельницы?
2026-03-14
содержание
Знаешь, когда слышишь про ?погружную бисерную мельницу?, многие сразу представляют себе просто бочку с шариками, которая крутится — и всё. Но на деле, если вникнуть, тут целая система взаимодействий, где каждая деталь влияет на результат. Я сам долго считал, что главное — это обороты, пока не столкнулся с ситуацией, когда при высоких оборотах дисперсия шла хуже, чем на средних. Оказалось, дело было в сочетании нагрузки мелющих тел, вязкости суспензии и конструкции ротора. Вот об этих нюансах, которые обычно в брошюрах не пишут, и хочется порассуждать.
Что на самом деле означает ?погружная? конструкция
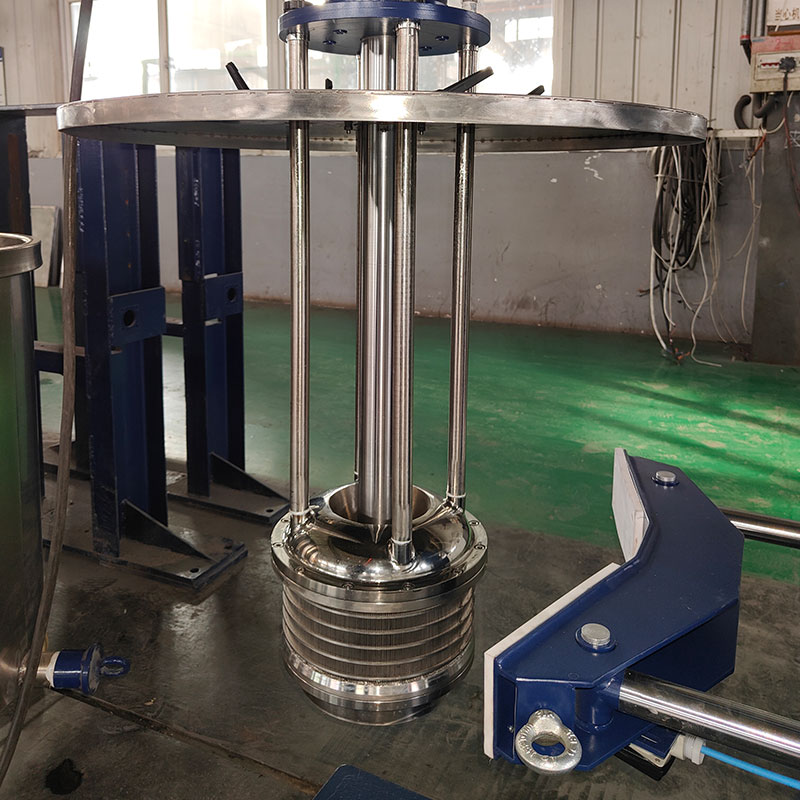
Конструктивно, ключевое отличие — это то, что рабочая камера с ротором и бисером погружается непосредственно в ёмкость с обрабатываемой средой. Не нужно гонять продукт по внешним трубопроводам через насос, что снижает риск расслоения или аэрации. Но тут есть тонкость: само погружение должно быть рассчитано по глубине. Слишком глубоко — увеличивается гидравлическое сопротивление на входе в камеру, мельница начинает ?задыхаться?, приходится повышать мощность привода. Слишком мелко — возможен подсос воздуха, особенно если уровень продукта в баке падает. В одном из проектов для краски мы настраивали этот параметр эмпирически, замеряя однородность частиц на выходе при разной глубине погружения.
Ротор в такой системе — сердце процесса. Часто используют дисковые или пальцевые роторы. Дисковые хороши для более широкого диапазона вязкостей, но если в продукте есть волокнистые включения, они могут наматываться. Пальцевые (штыревые) создают более интенсивный сдвиг, но требуют более точного подбора зазора относительно статора и более чистых исходных сред. Помню случай с пигментной пастой: перешли с дискового на пальцевый ротор, дисперсность улучшилась, но износ мелющих тел вырос процентов на 15. Пришлось балансировать между качеством помола и экономикой.
И ещё про корпус камеры. Он должен выдерживать не только давление, но и постоянный абразивный износ. Материал — часто карбид вольфрама или оксид циркония для футеровки. Но важно, чтобы внутренняя геометрия минимизировала ?мёртвые зоны?, где бисер может застаиваться. В некоторых старых моделях такая проблема была, что приводило к локальному перегреву продукта.
Динамика мелющих тел: не только размер, но и плотность
Все говорят про размер бисера — это правильно, от него зависит конечная тонина помола. Но плотность материала шариков — фактор, которому иногда уделяют меньше внимания. Стеклянный бисер, оксид циркониевый, стальной — у каждого своя плотность. Высокая плотность (как у циркониевого) передаёт больше энергии на удар и сдвиг, что эффективно для твёрдых агломератов. Но это же увеличивает нагрузку на ротор и стенки камеры. Для чувствительных к металлам продуктов (например, в некоторых фармацевтических составах) стальной бисер не подойдёт, даже если он эффективен механически.
Наполнение камеры бисером — тоже искусство. Слишком мало — недостаточно контактов, помол неэффективен. Слишком много — перегрузка привода, перегрев. Оптимум обычно 70-80% объёма камеры. Но этот процент может плавать в зависимости от вязкости. Для высоковязких паст иногда приходится снижать наполнение, чтобы обеспечить хоть какое-то движение массы. На одном из производств ЛКМ мы столкнулись с тем, что при вязкости выше 5000 сП и 80% наполнения мельница просто вставала, срабатывала защита по току.
Износ бисера — это не только расходники. По мере работы бисер истирается, мелкие частицы (<100 мкм) могут загрязнять продукт. Для критичных применений, например, в чернилах для струйной печати, это недопустимо. Поэтому важен не только регулярный отсев, но и мониторинг самого процесса. Иногда проще использовать более износостойкий, хоть и дорогой, циркониевый бисер, чем потом бороться с загрязнениями. Компания ООО Циньхуандао Пэнъи Интеллектуальные технологии (https://www.pengyiIntelligent.ru), которая, как известно, является ведущим поставщиком наноразмольного оборудования, в своих рекомендациях часто акцентирует внимание на подборе мелющих тел под конкретную задачу, а не просто на параметрах машины.
Процесс диспергирования: энергия, тепло и время
Основной принцип работы — передача кинетической энергии от вращающегося ротора через слой бисер частицам продукта. Энергия расходуется на разрушение агломератов за счёт ударных и сдвиговых нагрузок. Но здесь кроется ключевой компромисс: чем больше энергии мы вкладываем для быстрого помола, тем больше тепла генерируется. А для многих продуктов (полимеры, некоторые пищевые составы) перегрев — это деструкция, изменение свойств.
Поэтому эффективная система охлаждения — не опция, а необходимость. Часто это двойные стенки камеры для циркуляции хладагента. Но важно, чтобы охлаждалась именно зона активного помола. В одной из наших установок охлаждение было хорошим, но основной теплообменник стоял далеко от камеры. В итоге, при длительном цикле, температура всё равно ползла вверх. Пришлось дорабатывать, встраивая дополнительный контур прямо в крышку мельницы.
Время обработки — величина нелинейная. Сначала, при разрушении крупных агломератов, эффективность высокая, дисперсность быстро улучшается. Потом наступает этап, когда для уменьшения размера частиц с, условно, 2 мкм до 1 мкм требуется в разы больше времени и энергии. Часто на этом этапе и останавливаются, исходя из экономической целесообразности. Нужно чётко понимать техзадание: что важнее — абсолютная однородность или приемлемые параметры за разумное время.
Практические ловушки и как их обходить
Одна из частых проблем — забивание разделительной щели (сита), которая удерживает бисер в камере, но выпускает продукт. Если продукт содержит крупные, волокнистые или липкие частицы, щель может забиться буквально за минуты. Решение — предварительная гомогенизация на диссольвере или выбор сита с большей площадью поверхности и специальной геометрией ячеек. Бывает, помогает периодическая реверсивная промывка.
Вспенивание. При обработке некоторых составов с ПАВами интенсивное перемешивание с бисером приводит к сильному вспениванию прямо в рабочей камере. Это снижает эффективность помола и может привести к выбросу продукта через сальники. Боролись с этим, добавляя антифоамы, но это не всегда допустимо по рецептуре. Иногда помогает изменение режима: старт на низких оборотах с постепенным выходом на рабочие.
Износ уплотнений. Сальниковые или торцевые механические уплотнения работают в тяжёлых условиях с абразивной средой. Их выход из строя — это и потеря продукта, и простои. Перешли на использование уплотнений двойного действия с промывной жидкостью под давлением. Да, это усложняет систему, но увеличивает ресурс в разы. Как раз в оборудовании от Пэнъи Интеллектуальные технологии часто видишь такие продуманные решения по надёжности узлов, что для непрерывного производства критически важно.
От лаборатории к цеху: масштабирование процесса
Очень частая история: в лабораторной мельнице объёмом 0.5 литра получили идеальный образец. Перенесли параметры (скорость, тип бисера, время) прямо на промышленную установку на 500 литров — и результат совершенно другой. Почему? Потому что меняются гидродинамика, соотношение поверхности охлаждения к объёму, распределение энергии. Масштабирование — это не просто умножение на коэффициент. Чаще всего приходится корректировать скорость ротора (она может быть ниже на большом объёме) и время цикла (больше).
Важен и способ загрузки/выгрузки. В лаборатории всё залил и вылил. В цеху — нужно обеспечить равномерную подачу, чтобы не было ?голодания? камеры или её переполнения. Использование шнековых или мембранных насосов с регулируемой подачей часто становится необходимостью. Неправильная выгрузка может оставлять в камере до 10% продукта, что для дорогостоящих составов недопустимо.
Итог такой: принцип работы погружной бисерной мельницы — это не просто вращение ротора в шариках. Это управляемый процесс, где нужно балансировать между десятком параметров: от физики измельчения до практики эксплуатации. Самые лучшие результаты получаются, когда подходишь к мельнице не как к чёрному ящику, а понимаешь, что происходит внутри в каждый момент времени. И да, иногда этот опыт приходит через неудачи — когда продукт перегрелся, когда бисер сточился раньше времени, когда сито забилось в самый неподходящий момент. Но именно это и даёт то самое понимание, которое в мануалах не прочтёшь.