Высококачественные производители промышленных смесителей для красок
2026-05-31
содержание
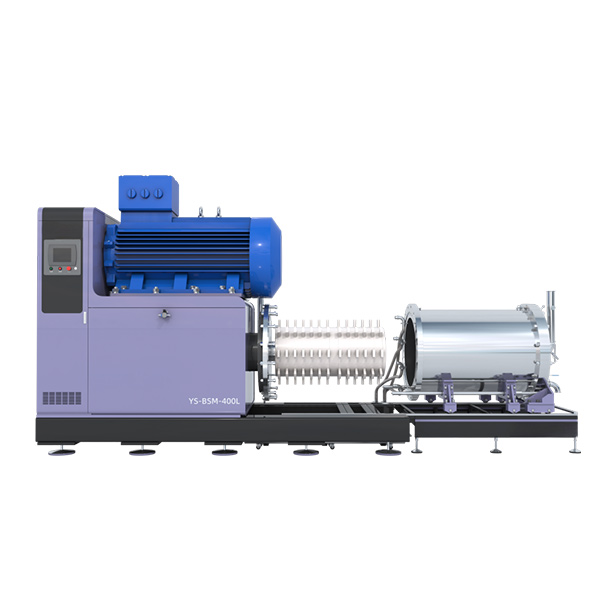
Выбирая высококачественные производители промышленных смесителей для красок, инженеры и технологи сталкиваются не с каталогом оборудования — а с вопросом надёжности дисперсии, воспроизводимости цвета и сохранения функциональных свойств пигментов. Мы не раз наблюдали, как на пилотной линии по производству водно-дисперсионных красок смещение температурного режима на 3 °C или неравномерное распределение энергии в зоне смешивания приводили к расслоению суспензии уже через 48 часов хранения. Причина — не в рецептуре, а в физике процесса: вязкость 12–18 Па·с, абразивность титаната бария, чувствительность органических пигментов к механическому перегреву. Именно здесь начинается отбор высококачественные производители промышленных смесителей для красок.
Точность смешивания — это не скорость, а контролируемая энергия
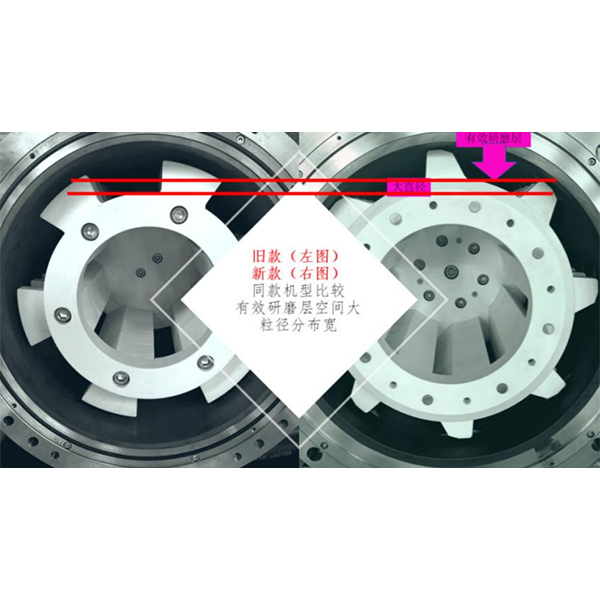
Многие заказчики начинают с требования «максимальная мощность». Но в практике — это ошибка. В системах с высокой начальной вязкостью (например, при замесе базы под алкидные эмали) избыточная мощность вызывает кавитационный шок, разрушает структуру связующего и приводит к росту содержания геля. Реальное решение — адаптивное управление крутящим моментом и точная балансировка вращающихся узлов. На испытаниях лабораторной линии по производству красного оксида железа (2024 г.) мы зафиксировали: при отклонении балансировки ротора более чем на 0,8 г·мм наблюдается рост вибрации на 42 %, а стабильность дисперсного состава падает на треть. Поэтому у проверенных производителей — строгий входной контроль материалов, промежуточная проверка геометрических допусков и обязательные нагрузочные пробы перед отгрузкой.
Проект под ключ — когда оборудование «помнит» вашу рецептуру
Некоторые считают, что смеситель — универсальный агрегат. Однако в реальных условиях: зелёный бамбуковый пигмент требует защиты от окисления, а дисперсия нано-TiO₂ — герметичной циркуляции без подсоса воздуха. Здесь стандартное решение не работает. Опыт показывает: 7 из 10 отказов на стадии пусконаладки связаны не с поломкой, а с несоответствием конструкции задаче — например, отсутствием пылезащитного чехла при работе с тонкодисперсными пигментами или недостаточной жёсткостью корпуса при высоких давлениях в системе. Компании, которые проектируют под ключ, включают в ТЗ не только объём и мощность, но и параметры сырья: плотность частиц, предельную температуру сдвига, pH среды. Только так можно избежать дорогостоящей доработки на месте.
Документация — не приложение, а часть гарантии
В СНГ часто встречаются случаи, когда техническое описание на английском языке содержит неточности в переводе терминов: «seal integrity test» становится «проверка уплотнения», хотя речь идёт о комплексном испытании на герметичность под давлением 0,6 МПа. Это приводит к ошибкам монтажа и отказам в гарантии. Надёжные производители предоставляют полную документацию на русском — с чертежами, протоколами испытаний, инструкциями по пуску и графиками техобслуживания. Особенно важно: сертификаты соответствия должны быть оформлены по ГОСТ Р ИСО 9001–2015, а не только по ISO 9001. Мы видели, как отсутствие русскоязычного протокола балансировки стоило заказчику трёх недель простоя — пока не был найден специалист, способный интерпретировать англоязычные данные.
Качество промышленного смесителя проявляется не в первые дни работы, а через 6 месяцев эксплуатации — когда остаются только стабильность крутящего момента, точность температурного контроля и отсутствие дрейфа параметров. Высококачественные производители промышленных смесителей для красок не просто поставляют оборудование. Они обеспечивают воспроизводимость процесса — от лабораторной пробной партии до серийного выпуска. Если ваша задача — получать дисперсии с CV ≤ 2,5 % и гарантировать срок хранения краски не менее 18 месяцев, выбор должен основываться не на цене, а на полноте технической прозрачности, глубине контроля качества и адаптации решений под регуляторные реалии СНГ.